在上一篇文章中,我们介绍了钨钢铣刀的基本概念与材料优势。本篇将聚焦于其核心特性、主要分类以及在不同加工场景下的应用,旨在为读者提供一份更为深入的实用指南。
一、钨钢铣刀的核心特性
钨钢铣刀,通常指硬质合金铣刀,其卓越性能源自其独特的材料构成。其主要特性包括:
- 极高的硬度与耐磨性:硬质合金(碳化钨与钴等金属的烧结体)的硬度仅次于金刚石,使其在高速切削和加工高硬度材料(如淬火钢、铸铁、有色金属)时,刀具磨损极慢,寿命远超高速钢刀具。
- 良好的红硬性:在高温(通常可达800-1000°C)下仍能保持较高的硬度,这使得钨钢铣刀非常适合高速、高效率的干式或半干式切削。
- 优异的抗弯强度与韧性:通过调整钴等粘结剂的含量和晶粒大小,可以在硬度和韧性之间取得平衡。高钴含量的牌号韧性更好,适用于断续切削或粗加工;细晶粒牌号则硬度更高、更耐磨,适合精加工。
二、钨钢铣刀的主要分类
根据不同的结构和用途,钨钢铣刀种类繁多,常见分类如下:
- 按刃数分类:
- 单刃铣刀:多用于塑料、铝材等软质材料的高速铣削,排屑空间大。
- 双刃铣刀:兼顾切削效率与排屑能力,应用广泛,是通用性最强的类型之一。
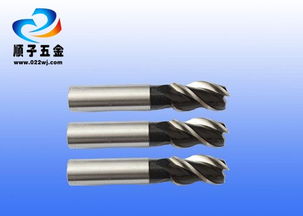
- 多刃铣刀(三刃、四刃及以上):刃数越多,参与切削的刃口越多,加工效率越高,表面光洁度通常更好,但容屑槽较小,适合精加工和半精加工。
- 按功能与形状分类:
- 平底立铣刀:端面有切削刃,可用于侧铣、槽铣、台阶面铣削及轮廓加工,是最常见的类型。
- 球头铣刀:端刃为半球形,主要用于三维曲面的精加工,如模具型腔。
- 圆鼻铣刀(牛鼻刀):端刃带有圆角,兼具平底刀的刚性和球头刀的曲面加工能力,常用于粗加工和半精加工,圆角可增强刀尖强度。
- 倒角铣刀:专门用于加工零件边缘的倒角。
- 键槽铣刀:专为铣削键槽设计,通常为两刃,可直接轴向进给切入材料。
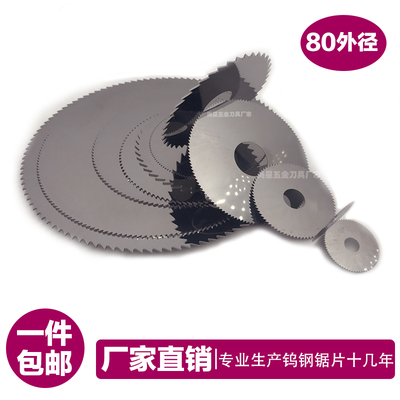
- 面铣刀:盘状刀具,刀体上装有多片可转位刀片,专门用于大面积的平面高效铣削。
- 按涂层分类:为提高性能,钨钢铣刀常施加涂层,如:
- TiN(氮化钛):通用金色涂层,提高耐磨性。
- TiAlN(氮铝钛):蓝紫色涂层,红硬性极佳,适合高速干切。
- DLC(类金刚石涂层):适用于加工非铁金属和复合材料,摩擦系数极低。
三、典型应用场景与选型建议
- 模具加工:
- 粗加工:选用圆鼻铣刀或大直径多刃平底刀,采用高进给策略快速去除余量。
- 半精/精加工:根据曲面形状选用球头铣刀或圆鼻铣刀,追求高表面质量和尺寸精度。
- 零件平面与轮廓加工:
- 大平面:首选装配可转位刀片的面铣刀,效率最高。
- 台阶、槽、轮廓:根据槽宽和轮廓要求,选用对应直径和刃长的平底立铣刀。精加工建议使用四刃以上铣刀以获得更好的光洁度。
- 高硬度材料加工:
- 加工淬火钢(HRC45以上)时,必须选用细晶粒、高硬度牌号的钨钢铣刀,并配合TiAlN等耐高温涂层。采用小切深、高转速、适当进给的参数,并确保充分的冷却(油雾或压缩空气)。
- 有色金属与复合材料加工:
- 加工铝、铜等粘性材料时,应选用前角较大、刃口锋利、排屑槽大的专用铝用铣刀(通常有抛光刃口),或采用DLC涂层以防止积屑瘤。
四、使用注意事项
- 正确装夹:确保铣刀夹持牢固、跳动小,这是保证加工精度和刀具寿命的基础。
- 参数匹配:根据刀具材质、涂层、工件材料及加工类型(粗/精),合理选择切削速度、进给量和切深。切勿“小马拉大车”或过于保守。
- 冷却与排屑:有效冷却能显著延长刀具寿命。尤其在深腔加工时,必须保证切屑能顺利排出,避免二次切削导致刀具损坏。
- 定期检查与更换:密切关注刀具磨损情况(如后刀面磨损、崩刃等),及时更换,避免因刀具过度磨损导致工件报废或设备损伤。
钨钢铣刀是现代精密制造不可或缺的利器。深入理解其特性与分类,并结合具体的加工材料、机床条件和工艺要求进行科学选型与使用,方能最大化其价值,实现高效、高质、低成本的加工目标。在后续篇章中,我们将进一步探讨其切削参数的选择策略与磨损分析。